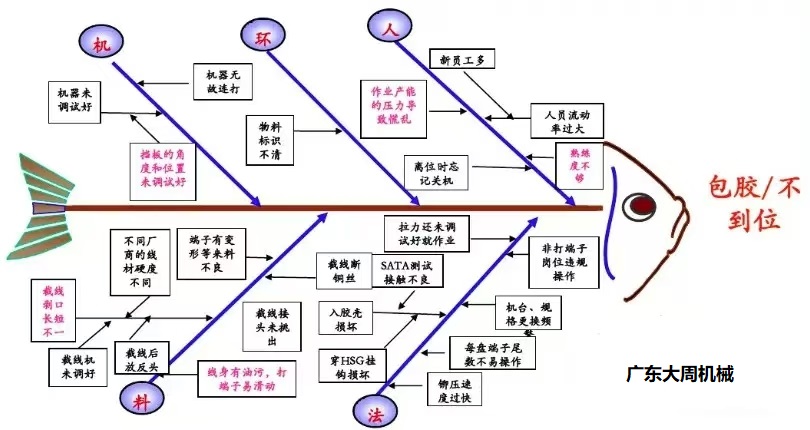
端子(zǐ)鉚接(jiē)不良現象
瀏覽次數:763
|
發布日期(qī):2024-11-20
新員工(gōng)入職(zhí)或調崗到端(duān)子鉚壓工(gōng)位的員工,必須經過培訓,考核合格後方可正式操作,並由此建成端(duān)子操作培訓資料。
員工離職(zhí)時,班(bān)組長親自找其本人了解離職(zhí)原因,盡可能減少非正常離職。配合公司管理將員(yuán)工流動率KPI項目進行檢討考評。2.產(chǎn)能壓力(lì)大,鉚壓速度快,操作(zuò)過程慌
新員工入職三天內不操(cāo)作雙(shuāng)打線;三(sān)個月(yuè)內按計(jì)時計(jì)算,予以培訓熟練過程。從產能速度上:合理產能標準以減輕產能壓(yā)力(正常標準4000pcs/h):因個人原因造成不良,端子損耗(hào)率>5‰的(de)部分,材料成本(běn)由責任(rèn)人承擔。打端子員工(gōng)集中到加工組訓練後再調產線作業。3.擋板變形(xíng)/調試不當;刀模不配(pèi)合,未調試(shì)好
檢查所有端子機擋板,把其中有變形(xíng)的全部更換(huàn),並將擋(dǎng)板檢查項目納入月(yuè)保養點檢(jiǎn)進行。技工調機時擋板位置以(yǐ)垂直約呈(chéng)90度為基準。建(jiàn)成刀(dāo)模購(gòu)回試用驗收經過品質、工程、製造(zào)共同確認樣線簽核製度。調試機器後,須(xū)經IPQC確認OK後方可量產作業。非操作員工檢查完後將檢(jiǎn)查的線材交回裁線員工,由裁線員工按剝口長度整理,防止放反方向。裁線機四方杆加油增加頻次(cì)、減(jiǎn)少每次加油量:由1次/4H變更為1次/2H,每次加油量由滿杯改為半杯,並修正(zhèng)操作指導書。裁線剝口量測(cè):不再使用機器本身配置的量具,改用每台機配置一把經校驗後的鋼尺。